Category
UBA Pumps
-
What Makes UBA Pumps So Accurate?
A Look at the Engineering Behind Precision Precision in liquid filling isn’t just about hitting a target – it’s about hitting it every time. Whether you’re working with delicate pharmaceuticals…
-
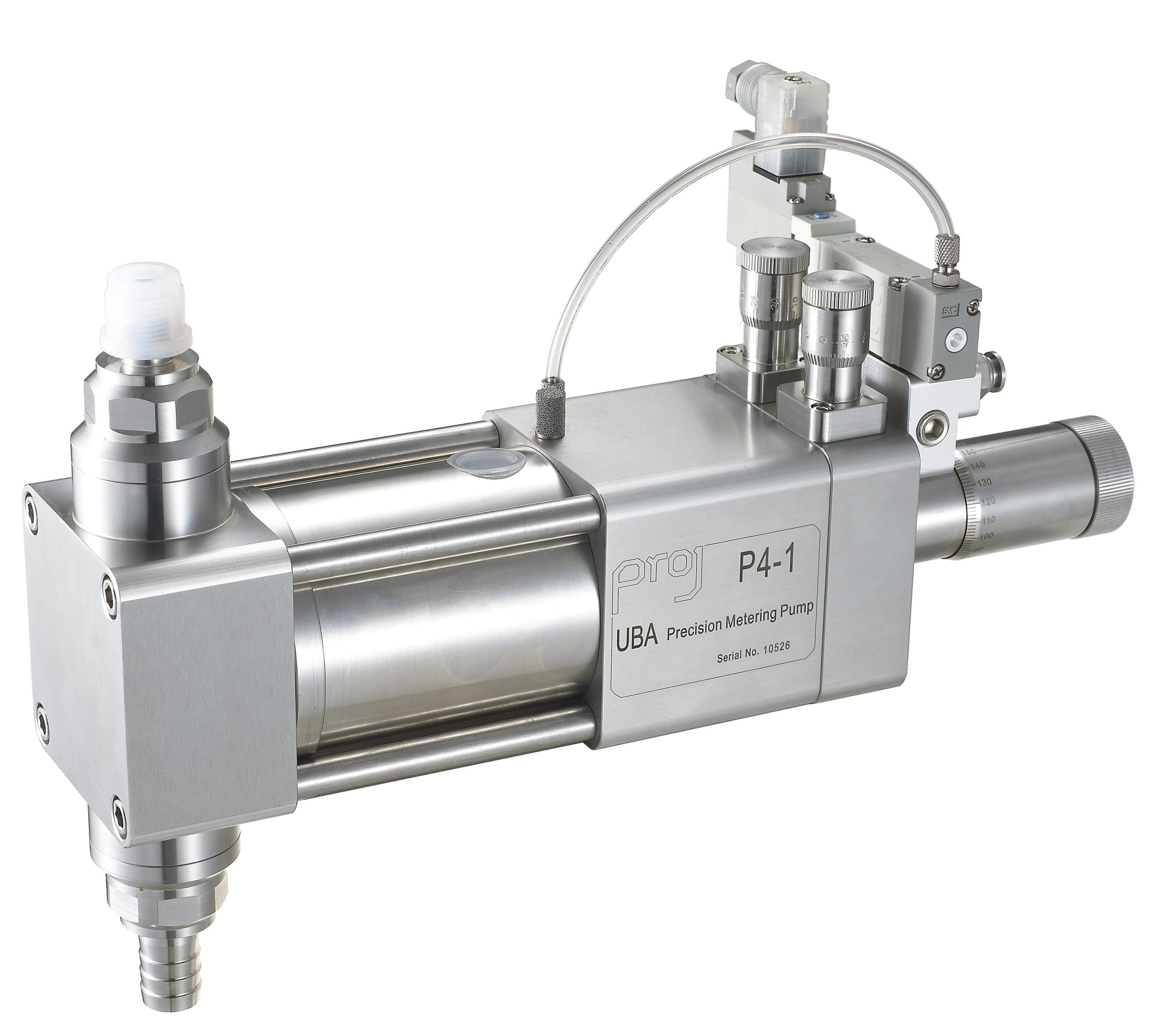
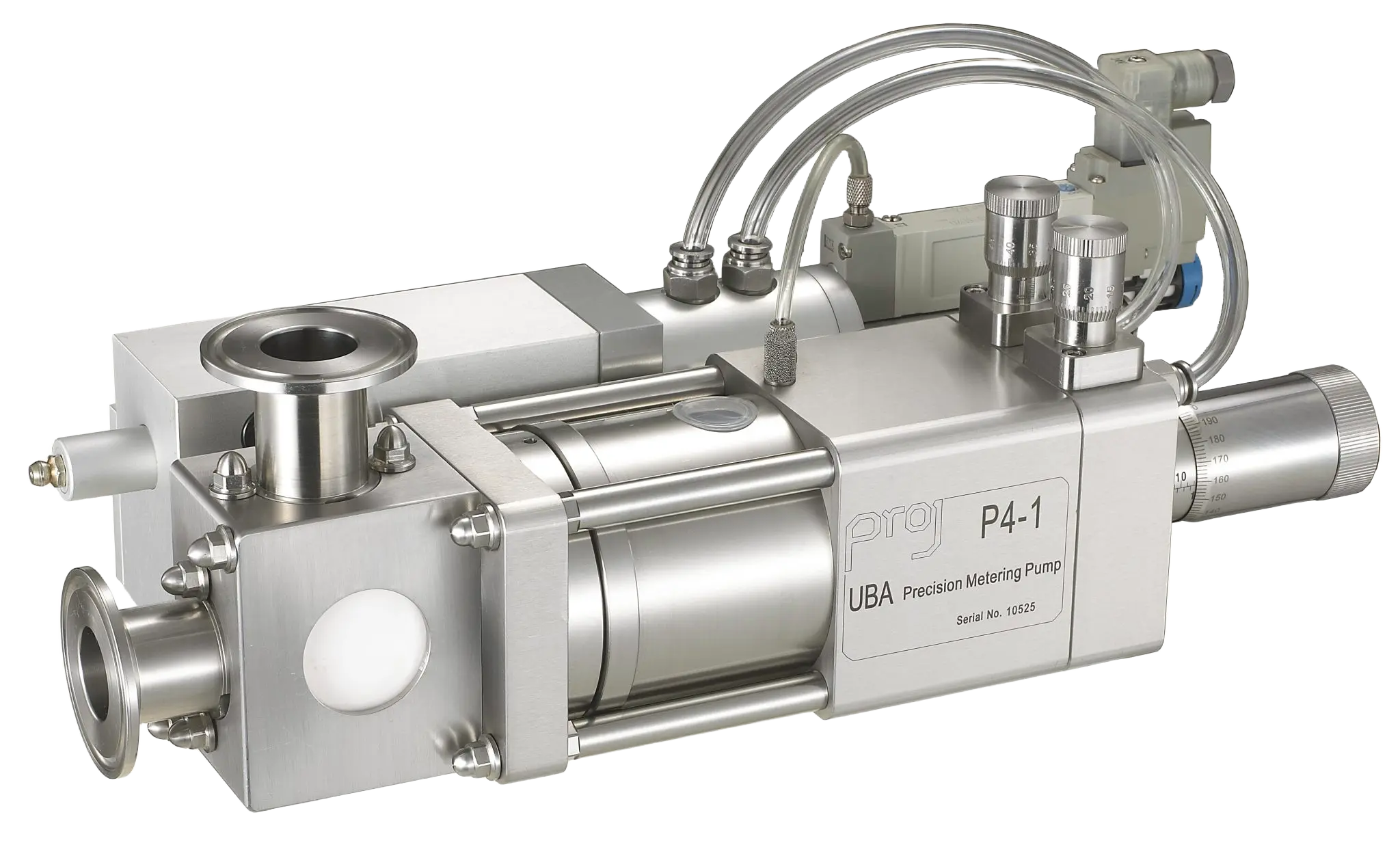
UBA P1–P5 Pneumatic Series Overview
At Hi-Tech Machinery, we know that precision matters, especially when it comes to filling liquids accurately and repeatably. Our UBA P1–P5 pneumatic metering pumps provide a reliable solution for manufacturers…
-

Introduction to UBA Metering Pumps
In industries where accuracy, repeatability, and reliability aren’t just beneficial, but essential, precision dispensing technology can make all the difference. At Hi-Tech Machinery, we specialise in providing liquid filling equipment…
-

Understanding Pump Selection
Check Valve Vs. Rotary Valve with UBA Pumps When choosing a UBA pump for your filling application, the valve configuration is just as important as the pump model. UBA pumps…